
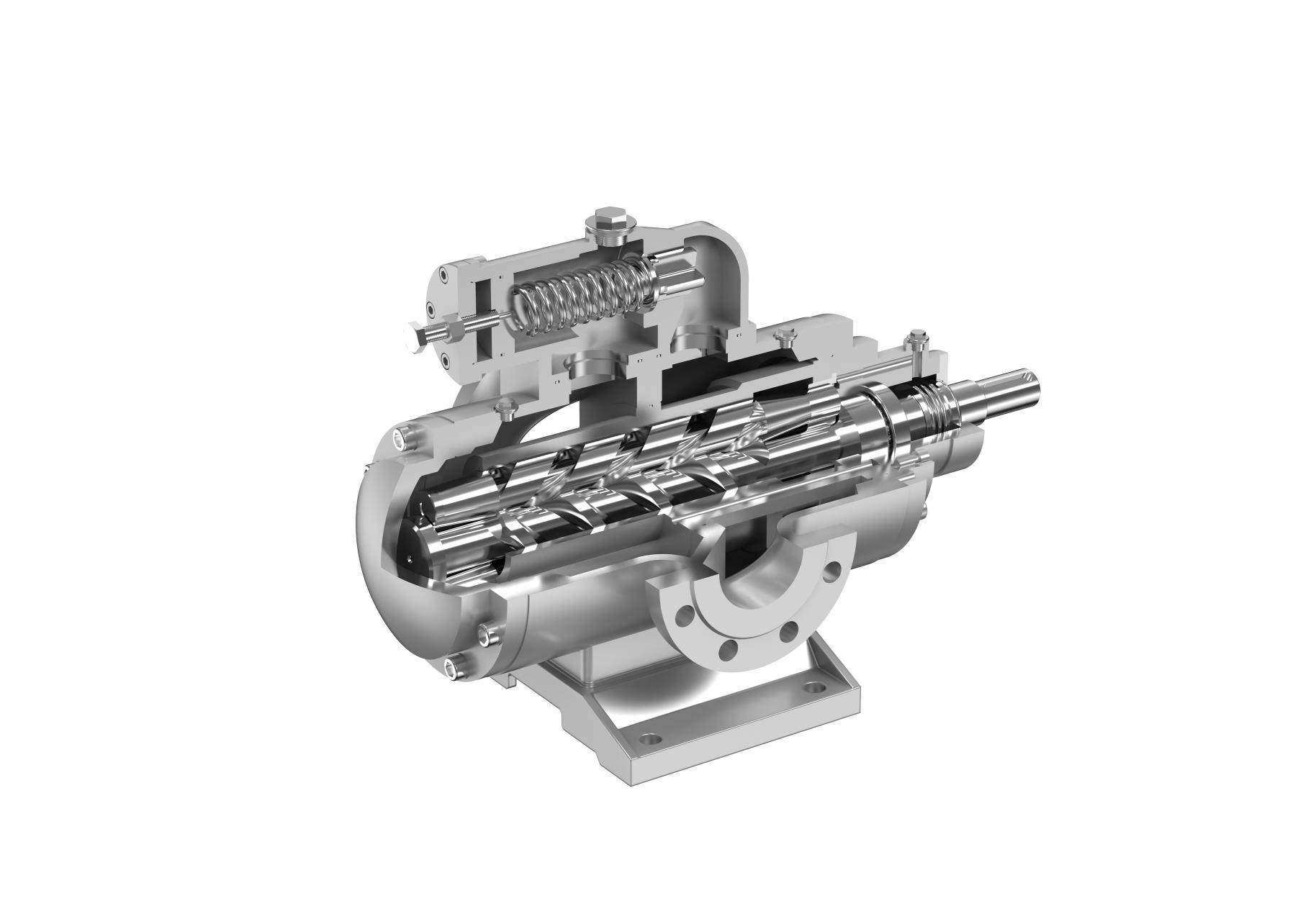
A twin‑screw pump is a high‑efficiency positive displacement pump. Its core components consist of a pair of intermeshing and synchronously rotating screws (drive screw and driven screw), pump casing, timing gears, shaft seals, and other parts. Screws are mostly designed with involute or cycloid profiles, and the meshing clearance is precisely controlled at **0.05–0.15 mm**, which ensures sealing performance and reduces operational wear. Its working principle: closed chambers are formed as the screws rotate. These chambers move axially and smoothly from the suction port to the discharge port, achieving **pulse‑free delivery** by continuously displacing the fluid, effectively preventing damage to shear‑sensitive media. Thanks to its unique structural design, the pump offers outstanding advantages. It features strong self‑priming capability with a maximum suction lift of **8 meters** and can start without additional priming. It has extremely wide media adaptability and can convey various fluids with viscosities ranging from **1 to 10⁶ mm²/s**, including clean fluids, fluids containing micro‑particles (diameter ≤ 0.2 mm), and weakly corrosive media. Meanwhile, it operates with low shear force and noise controlled below **75 dB**. Equipped with external bearings and an independent lubrication system, it can safely handle non‑lubricating media, and its service life is extended by **30%** compared with conventional screw pumps. With these advantages, the twin‑screw pump plays an important role in complex working conditions across various industries with extensive and highly targeted applications. In the **petroleum and petrochemical industry**, it is core equipment for crude oil extraction, refining, storage and transportation. It can stably deliver high‑viscosity crude oil, heavy oil and lubricating oil, adapt to various chemical additives, resist corrosion and high temperature, and ensure continuous production. In the **food processing industry**, its characteristics of low shear force and pulse‑free delivery are particularly critical. It can safely transport shear‑sensitive and high‑viscosity materials such as syrup, dairy products, jam and chocolate paste, avoiding damage to the original quality and taste of materials and complying with food hygiene standards.
In the marine and navigation field, twin‑screw pumps can adapt to special working conditions such as offshore vibration and large fluctuations in temperature and humidity. They can be used for the delivery of ship fuel and lubricating oil, as well as the treatment of cabin sewage and ballast water, providing reliable support for ship navigation with stable operation performance. In the environmental protection industry, thanks to their adaptability to media containing particles, twin‑screw pumps can efficiently convey municipal sludge, industrial wastewater and various environmental treatment chemicals. They can maintain stable flow even for fluids with high impurities and high viscosity, supporting the orderly progress of pollution control. Scientific selection is the key to giving full play to the equipment advantages and ensuring efficient and long‑service operation. It requires comprehensive evaluation based on medium properties, operating parameters and operation & maintenance requirements. Medium properties are the core of selection. Viscosity directly determines the screw profile and rotating speed: low‑viscosity media are suitable for involute profiles and relatively high speeds, while high‑viscosity media (over 10⁴ mm²/s) require cycloid profiles and low‑speed operation to avoid insufficient flow or excessive wear. The solid particle size must be strictly controlled within 0.2 mm. Media containing particles need to be equipped with wear‑resistant screws. For corrosive media, materials such as stainless steel and Hastelloy are preferred. For the food industry, food‑grade materials with crevice‑free structures must be used to meet special industry requirements. Operating parameters must be accurately matched. A margin of 10%–20% should be reserved for flow based on production demand to avoid overload caused by full‑load operation. The working pressure must comply with the rated value of the pump, and pipeline resistance loss should be fully considered to ensure the actual operating pressure does not exceed the equipment limit. Temperature adaptation must conform to the equipment’s own range. Conventional seals are used for normal temperature conditions (-20℃ to 80℃). High‑temperature conditions (80℃ to 300℃) are equipped with high‑temperature resistant PTFE components. For low‑temperature environments, pump insulation and anti‑freezing measures for the lubrication system must be implemented. Structure and operation & maintenance adaptability are equally important. The external bearing model must match the medium properties, and the independent lubrication system needs to be strengthened for non‑lubricating media. Shaft seal types are selected according to sealing requirements: mechanical seals are sufficient for general working conditions, while double mechanical seals are required for flammable and explosive media to ensure safety. Meanwhile, considering the installation space, compact models that are easy to disassemble and maintain should be prioritized. This not only meets actual working conditions but also reduces later maintenance costs and maximizes the overall efficiency of the equipment.
